
Kerr-Lube ISO 100 is a high-performance industrial vacuum pump oil designed for long life in demanding applications.
Engineered for oil-sealed rotary vane vacuum pumps, Kerr’s proprietary formulation helps maintain vacuum performance, reduce wear, and extend equipment life.
Kerr-Lube is available in quarts, gallons, and 5-gallon pails, providing flexible options for routine maintenance and vacuum pump oil replacement. It delivers reliable performance and excellent value compared to many premium vacuum pump oil brands.
Available for fast delivery throughout Michigan and nationwide.
KV-9003-100 Vacuum Pump Lube Oil Advantages

Kerr-Lube KV-9003-100 is a high-purity industrial vacuum pump oil formulated to provide long-lasting protection and reliable performance in demanding operating conditions.
Compared to conventional solvent-refined mineral oils, Kerr-Lube contains fewer impurities, helping your vacuum system run cleaner and longer.
- Longer oil life
- Decreased down time
- Improved performance
- Consistent quality
- Lower equipment maintenance
- Improved economy due to longer oil change intervals
Compared to conventional mineral based oils, KV-9003-100 is a superior vacuum pump oil for the demanding conditions vacuum pumps endure, including:
- high inlet temperature
- high ambient temperature
- high water vapor load
- conditions that cause a standard mineral based oil to carbonize before the normal oil change interval
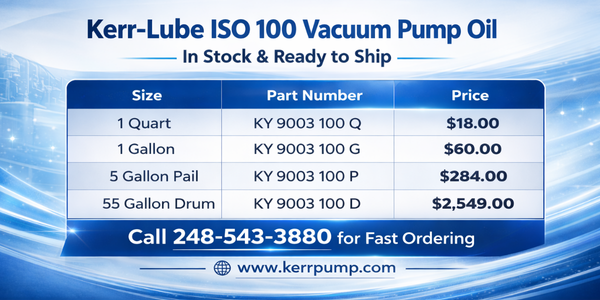
Kerr Vacuum Pump Oil Size Options and Pricing
Buy Vacuum Pump Oil — In Stock & Ready to Ship
Most orders ship next business day. Call 248-543-3880 for fast ordering or volume pricing.
Choose the size that fits your operation:
Free Vacuum Pump Oil Analysis Program
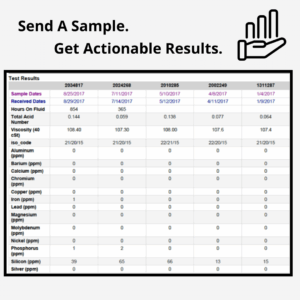
To maximize your use of Kerr-Lube, Kerr Pump offers a free vacuum pump oil sampling program. Routine use of this oil analysis program can help extend your equipment life by identifying minor problems that could lead to major failure. The program also helps determine the optimal vacuum pump oil change interval for your operation using Kerr-Lube.
When you submit your oil sample, you’ll receive a report that includes:
- Any parameters that are abnormal (e.g., excessive water dissolved in the system or unfiltered solids, high viscosity, metals, acid)
- Steps to amend abnormality with the fluid system
- Recommendations for when to sample again.
Contact Kerr Pump to learn more about the Kerr-Lube Oil Sampling Program (PDF).
Why Use a Hydrogen Cracked Oil for Vacuum Pump Lube?
Traditional crude-based oils can contain contaminants that lead to sludge formation, seal compatibility issues, and reduced performance. Kerr’s hydrogen-cracked formulation uses hydrogen, heat, pressure, and a catalyst to create a cleaner, more stable vacuum pump oil for demanding industrial applications.
 This special refining technique, along with state-of-the-art additive technology, results in performance improvements over other vacuum pump lube options.
This special refining technique, along with state-of-the-art additive technology, results in performance improvements over other vacuum pump lube options.
- Exceptional oxidative stability
- Less frictional drag
- Low evaporation loss
- Viscosity stability
- Thermal & hydrolytic stability
- Rust and corrosion inhibitors
- Resistance to carbon buildup
- Low sludging tendency
Read Kerr-Lube Documents and News Articles below:
Applications
For applications that use oil-sealed rotary vane vacuum pumps, Kerr-Lube is the cleanest petroleum-based vacuum pump lubricant in ISO 100 grade (Group2).
Kerr-Lube ISO 100 is used across a wide range of industries and vacuum processes, including:
Industrial applications:
- Food processing
- Chemical processing
- Plastics
- Packaging
- Medical/lab
- Thermoforming
- Pick and Place
- Wood Routing
Designed for demanding environments where consistent vacuum performance and equipment protection are critical.
Vacuum Pump Oil FAQs
Why Does Vacuum Pump Oil Matter?
- Prevents wear and corrosion
- Maintains vacuum performance
- Improves heat dissipation
- Extends pump life
- Reduces downtime
When Should We Change Vacuum Pump Oil?
- Oil discoloration
- Loss of vacuum performance
- Increased operating temperature
- Contamination from moisture or process vapors
Does Kerr-Lube Help Maintain Equipment Warranty?
Yes. Using a high-quality, properly specified oil like Kerr Lube — and following recommended maintenance intervals — helps protect both your equipment and your warranty.